 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语
1. Taglio vaporizzato.
Nel processo di taglio della gassificazione laser, la velocità della temperatura superficiale del materiale che sale alla temperatura del punto di ebollizione è così elevata che è sufficiente evitare la fusione causata dalla conduzione di calore, quindi parte del materiale si vaporizza in vapore e scompare, e parte del il materiale viene spruzzato dal fondo della fessura da gas ausiliario Il flusso viene soffiato via. In questo caso è richiesta una potenza laser molto elevata.
Per evitare che il vapore del materiale si condensi sulla parete della fessura, lo spessore del materiale non deve superare di molto il diametro del raggio laser. Questo processo è quindi adatto solo per applicazioni dove deve essere evitata la rimozione di materiale fuso. Questa lavorazione è in realtà utilizzata solo in aree in cui le leghe a base di ferro sono molto piccole.
Questo processo non può essere utilizzato per materiali come il legno e alcune ceramiche che non sono allo stato fuso e quindi è improbabile che consentano la ricondensazione del vapore del materiale. Inoltre, questi materiali richiedono solitamente tagli più spessi. Nel taglio con gassificazione laser, la focalizzazione del raggio dipende dallo spessore del materiale e dalla qualità del raggio. La potenza del laser e il calore di vaporizzazione hanno solo una certa influenza sulla posizione del fuoco. Nel caso di un certo spessore della lamiera, la velocità di taglio è inversamente proporzionale alla temperatura di vaporizzazione del materiale. La densità di potenza del laser richiesta è maggiore di 108 W/cm2 e dipende dal materiale, dalla profondità di taglio e dalla posizione di messa a fuoco del raggio. Nel caso di un certo spessore della lamiera, supponendo una potenza laser sufficiente, la velocità di taglio è limitata dalla velocità del getto di gas.
2. Fusione e taglio.
Nella fusione e nel taglio laser, il pezzo viene parzialmente fuso e il materiale fuso viene spruzzato con l'aiuto del flusso d'aria. Poiché il trasferimento del materiale avviene solo allo stato liquido, il processo è chiamato fusione e taglio laser.
Il raggio laser è abbinato a un gas da taglio inerte di elevata purezza per allontanare il materiale fuso dal taglio e il gas stesso non partecipa al taglio. Il taglio con fusione laser può ottenere una velocità di taglio più elevata rispetto al taglio con gassificazione. L'energia richiesta per la gassificazione è solitamente superiore all'energia richiesta per fondere il materiale. Nella fusione e nel taglio laser, il raggio laser viene assorbito solo parzialmente. La velocità di taglio aumenta all'aumentare della potenza del laser, e diminuisce quasi inversamente all'aumentare dello spessore della lamiera e all'aumentare della temperatura di fusione del materiale. Nel caso di una certa potenza laser, il fattore limitante è la pressione dell'aria alla fessura e la conduttività termica del materiale. La fusione e il taglio laser possono ottenere incisioni prive di ossidazione per materiali ferrosi e metalli titanio. La densità di potenza del laser che produce la fusione ma non la gassificazione è compresa tra 104 W/cm2 e 105 W/cm2 per i materiali in acciaio.
3. Taglio per fusione ad ossidazione (taglio a fiamma laser).
Il taglio a fusione generalmente utilizza gas inerte. Se viene sostituito da ossigeno o altri gas attivi, il materiale viene acceso sotto l'irradiazione di un raggio laser e si verifica una feroce reazione chimica con l'ossigeno per generare un'altra fonte di calore per riscaldare ulteriormente il materiale, che si chiama taglio di fusione ossidativa.
A causa di questo effetto, per acciaio strutturale dello stesso spessore, la velocità di taglio che può essere ottenuta con questo metodo è superiore a quella del taglio a fusione. D'altra parte, questo metodo può avere una qualità di taglio peggiore rispetto al taglio per fusione. In effetti, produrrà un taglio più ampio, una rugosità evidente, una maggiore zona interessata dal calore e una qualità del bordo peggiore. Il taglio laser a fiamma non va bene durante la lavorazione di modelli di precisione e spigoli vivi (c'è il pericolo di bruciare gli spigoli vivi). È possibile utilizzare un laser a impulsi per limitare l'influenza termica e la potenza del laser determina la velocità di taglio. Nel caso di una certa potenza laser, il fattore limitante è l'apporto di ossigeno e la conducibilità termica del materiale.
4. Controllare il taglio della frattura.
Per i materiali fragili che possono essere facilmente danneggiati dal calore, il taglio ad alta velocità e controllabile viene eseguito mediante riscaldamento a raggio laser, denominato taglio a frattura controllata. Il contenuto principale di questo processo di taglio è: il raggio laser riscalda una piccola area di materiale fragile, causando un grande gradiente termico e una grave deformazione meccanica in quest'area, causando la formazione di crepe nel materiale. Finché viene mantenuto un gradiente di riscaldamento uniforme, il raggio laser può guidare le crepe nella direzione desiderata.
www.chinajema.com3
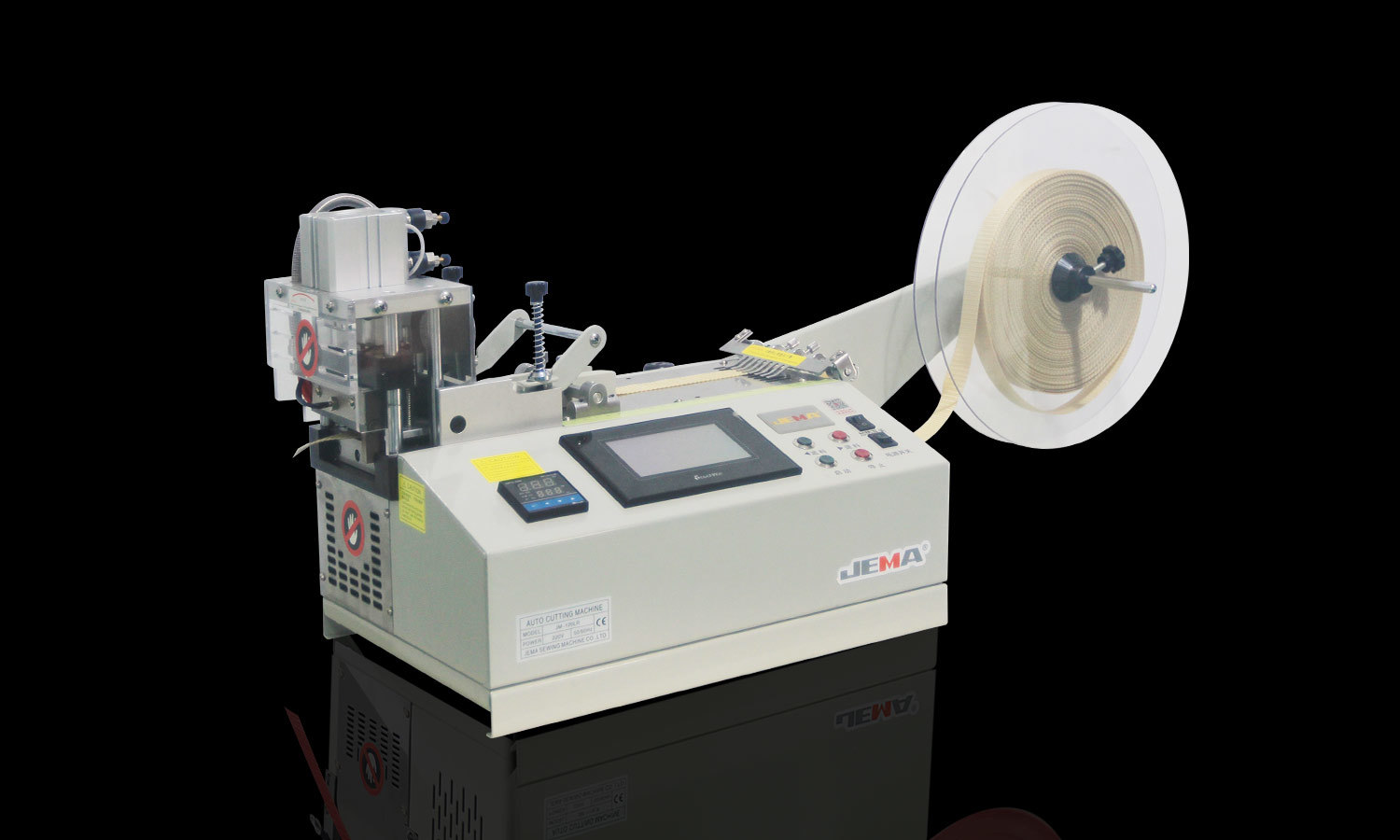
Macchina taglianastri computerizzata (infrarosso freddo e caldo) JM-120HLR
Taglio completamente automatico, funzionamento semplice, ampia gamma di applicazioni e alta qualità di taglio. Caratteristiche ad alta veloci...
Visualizza questa serie di prodotti
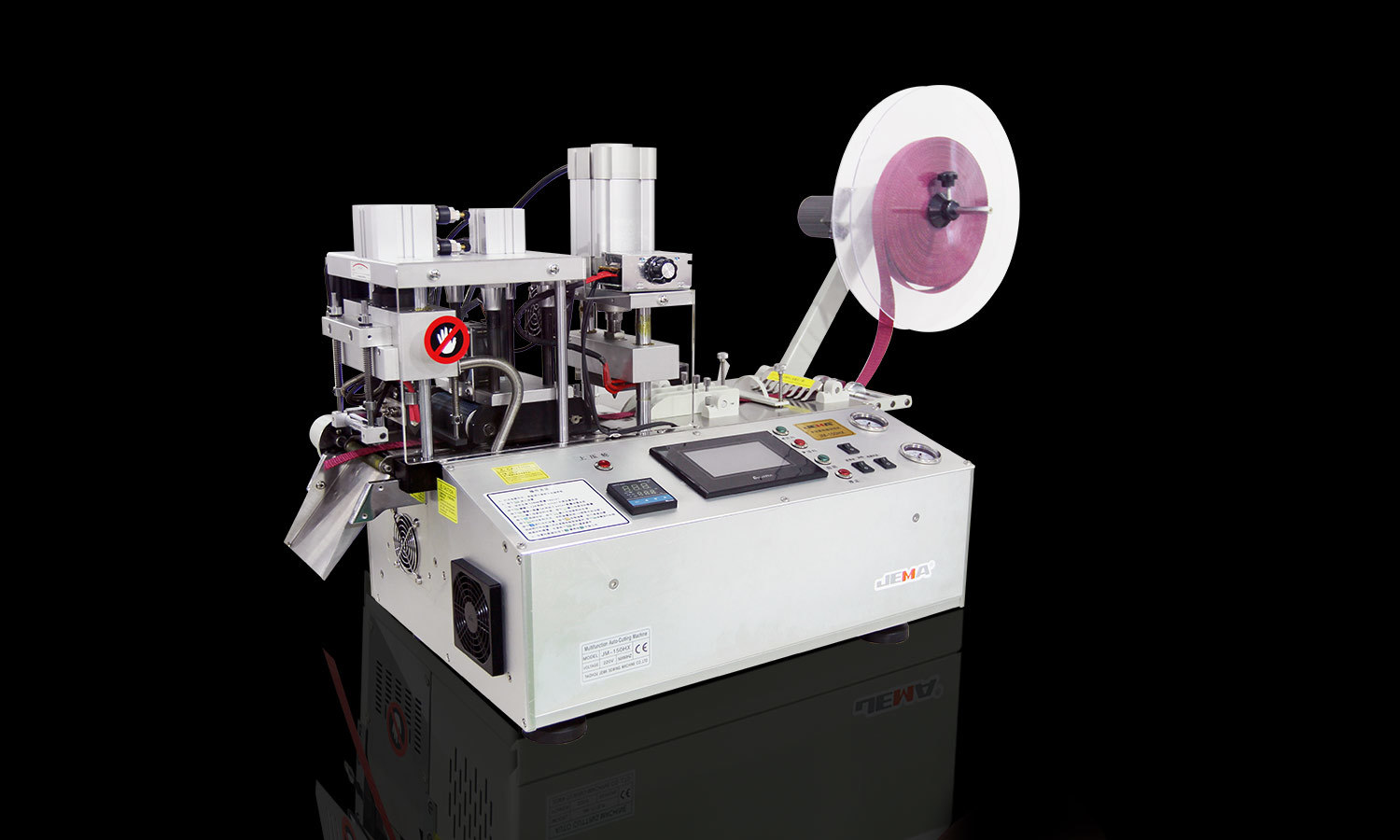
Macchina da taglio computerizzata multifunzionale (angolo) JM-150HX
Taglio completamente automatico, funzionamento semplice, ampia gamma di applicazioni, alta qualità di taglio, superficie di taglio liscia, nessun filo allent...
Visualizza questa serie di prodotti
Qual è il principio della macchina da taglio laser?
PREV:Quali sono le classificazioni delle macchine da taglio ad ultrasuoni?NEXT:Quali sono le caratteristiche prestazionali della macchina da taglio laser?
Prodotti consigliati3
-
 JM-130L")
Macchina taglianastro computerizzata (coltello freddo) JM-130L
Taglio completamente automatico, funzionamento semplice, ampia gamma di applicazioni e alta quali...
-

Macchina da taglio a lama rotonda JM-100
Caratteristiche La macchina da taglio in miniatura JM-60/70 è adatta per il taglio di curve, p...
-

Tagliatrice elettrica JM-103
Caratteristiche La macchina da taglio elettrica JM-3D/3/103 è compatibile con KMCK8-EU Ea...
-
 JM-1-1")
Trapano tela ad alta velocità (riscaldamento) JM-1-1
Caratteristiche Questa macchina è una delle attrezzature speciali indispensabili nella produzi...
24 anni specializzati nella produzione di vari macchine da taglio.
©2021 Taizhou JEMA macchina da cucire Co., Ltd. Produttori di macchine da taglio per nastri elastici personalizzati
